
Page 130 - 《压滤机技术大全》
P. 130
5.6.2 冷却后的滤板在重叠堆放时,如遇中间凸台低于滤板高度时,则应在上下滤板间填上等高块,
以防止滤室变形。
5.7 液压机具有顶出装置的工艺操作程序,必须按下列顺序进行:
① 快速下降 ② 慢降价压 ③ 加压延时
④ 泄压回程 ⑤ 顶出延时 ⑥ 顶杆退回
5.8 液压机在运转过程中,不应进行模具的检查和调正,以确保安全生产。
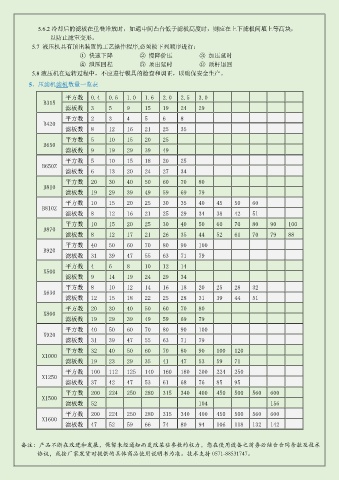
5、压滤机滤板数量一览表
平方数 0.4 0.6 1.0 1.6 2.0 2.5 3.0
B315
滤板数 3 5 9 15 19 24 29
平方数 2 3 4 5 6 8
B420
滤板数 8 12 16 21 25 35
平方数 5 10 15 20 25
B650
滤板数 9 19 29 39 49
平方数 5 10 15 18 20 25
B650Z
滤板数 6 13 20 24 27 34
平方数 20 30 40 50 60 70 80
B810
滤板数 19 29 39 49 59 69 79
平方数 10 15 20 25 30 35 40 45 50 60
B810Z
滤板数 8 12 16 21 25 29 34 38 42 51
平方数 10 15 20 25 30 40 50 60 70 80 90 100
B870
滤板数 8 12 17 21 26 35 44 52 61 70 79 88
平方数 40 50 60 70 80 90 100
B920
滤板数 31 39 47 55 63 71 79
平方数 4 6 8 10 12 14
X500
滤板数 9 14 19 24 29 34
平方数 8 10 12 14 16 18 20 25 28 32
X630
滤板数 12 15 18 22 25 28 31 39 44 51
平方数 20 30 40 50 60 70 80
X800
滤板数 19 29 39 49 59 69 79
平方数 40 50 60 70 80 90 100
X920
滤板数 31 39 47 55 63 71 79
平方数 32 40 50 60 70 80 90 100 120
X1000
滤板数 19 23 29 35 41 47 53 59 71
平方数 100 112 125 140 160 180 200 224 250
X1250
滤板数 37 42 47 53 61 68 76 85 95
平方数 200 224 250 280 315 340 400 450 500 560 600
X1500
滤板数 52 104 156
平方数 200 224 250 280 315 340 400 450 500 560 600
X1600
滤板数 47 52 59 66 74 80 94 106 118 132 142
备注:产品不断在改进和发展,保留未经通知而更改某些参数的权力,您在使用设备之前务必结合合同条款及技术
协议,或按厂家发货时提供的具体商品使用说明书为准。技术支持 0571-88531747。