
Page 129 - 《压滤机技术大全》
P. 129
4.5 其他附属设备的操作根据说明书规定进行;
4.6 特别注意事项:主机降速前,必须先降低喂料量,停止喂料后,主机在低速下排尽机内物料,然后主
机停车。
压制滤板
5.1 选择液压机:根据表 2,各种规格滤板的压制,多数可以从现有的二种液压机中进行选择,例如 315-
650 滤板既可用 315 吨压机生产,也可用 500 吨压机生产,所不同的是不同的液压机它的工作液压
操作值是不注:滤板压制的单位压力设定为 5MPa
5.2 液压机操作者应严格按操作规程进行操作,先启动油泵,待油泵运转正常后再开动主机;同的,其余类
推。
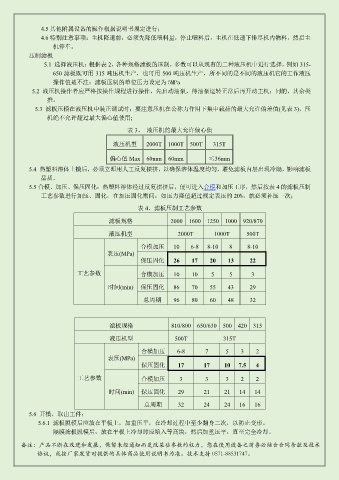
5.3 滤板压模在液压机中装正调试时;要注意压机在公称力作用下集中载荷的最大允许偏差值(见表 3),压
机绝不允许超过最大偏心值使用;
表 3、 液压机的最大允许偏心值
液压机型 2000T 1000T 500T 315T
偏心值 Max 60mm 60mm ≤36mm
5.4 热塑料溶体上摸后,必须立即用人工反复揉挤,以确保溶体温度均匀,避免滤板内层出现冷隔,影响滤板
品质。
5.5 合模、加压、保压固化:热塑料溶体经过反复揉挤后,便可进入合模和加压工序,然后按表 4 的滤板压制
工艺参数进行加压、固化,在加压固化期间,如压力降值超过规定表压的 20%,就必须补压一次;
表 4、滤板压制工艺参数
滤板规格 2000 1600 1250 1000 920/870
液压机型 2000T 1000T 500T
合模加压 10 6-8 8-10 8 8-10
表压(MPa)
保压固化 26 17 20 13 22
工艺参数 合模加压 10 10 5 5 3
时间(min) 保压固化 86 70 55 43 29
总周期 96 80 60 48 32
滤板规格 810/800 650/630 500 420 315
液压机型 500T 315T
合模加压 6-8 7 5 3 2
表压(MPa)
保压固化 17 17 10 7.5 4
工艺参数 合模加压 3 3 3 2 2
时间(min) 保压固化 29 21 21 14 14
总周期 32 24 24 16 16
5.6 开模,取出工件;
5.6.1 滤板脱模后应放在平板上,加重压平,在冷却过程中至少翻身二次,以防止变形。
隔膜滤板脱模后,放在平板上冷却时应填入等高块,然后加重压平,直至完全冷却。
备注:产品不断在改进和发展,保留未经通知而更改某些参数的权力,您在使用设备之前务必结合合同条款及技术
协议,或按厂家发货时提供的具体商品使用说明书为准。技术支持 0571-88531747。