
Page 128 - 《压滤机技术大全》
P. 128
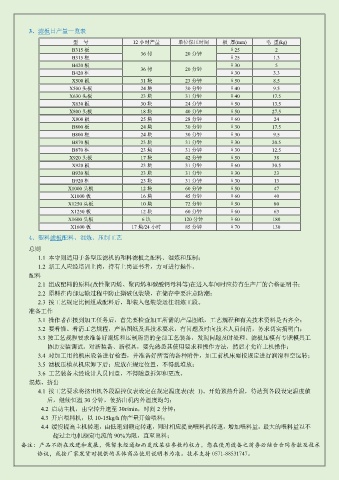
3、滤板日产量一览表
型 号 12 小时产量 单位保压时间 板 厚(mm) 毛 重(kg)
B315 板 36 付 20 分钟 δ25 2
B315 框 δ25 1.3
B420 板 36 付 20 分钟 δ30 5
B420 框 δ30 3.3
X500 板 31 块 23 分钟 δ50 8.5
X500 头板 24 块 30 分钟 δ40 9.5
X630 头板 23 块 31 分钟 δ40 17.5
X630 板 30 块 24 分钟 δ50 13.5
X800 头板 18 块 40 分钟 δ50 27.5
X800 板 25 块 28 分钟 δ60 24
B800 板 24 块 30 分钟 δ30 17.5
B800 框 24 块 30 分钟 δ30 9.5
B870 板 23 块 31 分钟 δ30 20.5
B870 框 23 块 31 分钟 δ30 12.5
X920 头板 17 块 42 分钟 δ50 38
X920 板 23 块 31 分钟 δ60 30.5
B920 板 23 块 31 分钟 δ30 23
B920 框 23 块 31 分钟 δ30 13
X1000 头板 12 块 60 分钟 δ50 47
X1000 板 16 块 45 分钟 δ60 40
X1250 头板 10 块 72 分钟 δ50 80
X1250 板 12 块 60 分钟 δ60 63
X1600 头板 6 块 120 分钟 δ60 180
X1600 板 17 块/24 小时 85 分钟 δ70 130
4、塑料滤板配料、混炼、压制工艺
总则
1.1 本守则适用于各型压滤机的塑料滤板之配料、混炼和压制;
1.2 新工人应经培训上岗,持有上岗证书者,方可进行操作。
配料
2.1 组成配料的原料(改性聚丙烯、聚丙烯和碳酸钙母料等)在进入车间时应持有生产厂的合格证明书;
2.2 原料在内部运输过程中防止撕破包装袋,在储存中要注意防潮;
2.3 按工艺规定比例组成配料后,即装入包装袋运往混炼工段。
准备工作
3.1 操作者在接到加工任务后,首先要检查加工所需的产品图纸,工艺规程和有关技术资料是否齐全;
3.2 要看懂、看清工艺规程,产品图纸及其技术要求,有问题及时向技术人员问清,务求切实搞明白;
3.3 按工艺规程要求准备好混炼和压制所需的全部工艺装备,发现问题及时处理。滤板压模有专职模具工
协助安装调试。对新装备、新模具,要先熟悉其使用要求和操作方法,然后才允许上机操作;
3.4 对加工用的机床设备进行检查,并准备好所需的各种附件,加工前机床要按规定进行润滑和空运转;
3.5 滤板压模从机床卸下后;应放在规定位置,不得乱堆放;
3.6 工艺装备未经设计人员同意,不得随意拆卸和更改。
混炼、挤出
4.1 按工艺要求将挤出机各段温控仪表设定在规定温度表(表 1)。开始预热升温,待达到各段设定温度值
后,继续恒温 30 分钟,使挤出机内外温度均匀;
4.2 启动主机,由空转升速至 30r/min,时间 2 分钟;
4.3 开启喂料机,以 10-15kg/h 的产量开始喂料;
4.4 缓慢提高主机转速,由低速到额定转速,同时相应提高喂料机转速,增加喂料量,最大的喂料量以不
超过主电机额定电流的 90%为限,直至出料;
备注:产品不断在改进和发展,保留未经通知而更改某些参数的权力,您在使用设备之前务必结合合同条款及技术
协议,或按厂家发货时提供的具体商品使用说明书为准。技术支持 0571-88531747。