


")
")
1 制造标准:
JB/T4333.1-2005《厢式压滤机和板框压滤机 型式与基本参数》
JB/T4333.4-2005《厢式压滤机和板框压滤机 隔膜滤板》;
2 滤板材质:
配方为改性优质增强PP, 经模压成型后经数控设备加工,表面平整,使压滤机在过滤过程中不致产生物料喷漏;滤板采用变截面设计,过滤部分结构采用梅花状锥形圆点结构,大大降低过滤阻力,过滤速度快,滤液出液顺畅。
3 机架选材:
选取优质钢板焊接并做防腐处理,强度高使用寿命长,能承受使用过程的压力;
压滤机主梁采用60mm优质实心钢板并精加工成V型定位结构,能避免滤板的横向移位,平型主梁上部与滤板手柄接触部分铺设316L不锈钢导板,能降低滤板与主梁间的摩擦阻力,降低工作强度;
4液压油缸:
采用45#锻打钢管加工,使用寿命长,能承受过滤所需的压力,油缸活塞杆采用45#圆钢加工,光杆表面镀硬铬,耐腐蚀;油缸活塞,导向套采用优质球墨铸铁加工,耐磨,使用寿命长;油缸易损件选用国家标准密封件,适用范围广,用户选购方便;
5进料方式:
采用双面进料方式,以加快进料速度,增强过滤效果,辅助进料可通清水来疏通滤板进料通道,以避免滤板进料口的堵塞;
4配套元件:
采用可拆式304不锈钢进料套管, 增加耐腐蚀性及密封,并方便装拆;外接管道口采用国家标准(P1.6MPa)法兰,用户配置方便;电控及液压元件应采用国内品牌、使用寿命长的产品,其中PLC采用西门子品牌;液压油采用多层高压胶管传输,以使连接简单、移动方便,让用户可根据使用场地移动液压站;
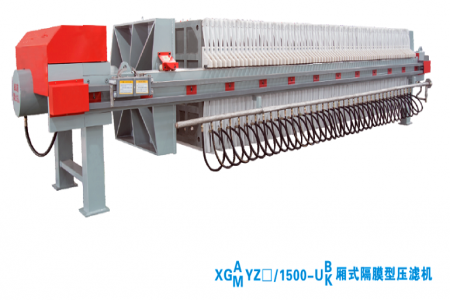
5整体热合式PP隔膜系统
本机采用整体热合式PP隔膜滤板技术,应具有以下特点:
(1)过滤压力高
传统隔膜滤板因橡胶质软,密封面承受不了压紧力而无法增加过滤压力,一般超过0.5Mpa就会引起喷浆,采用聚丙烯密封面以避免此种情况,可大大增加过滤压力,降低滤饼含水率。
(2)保压性能好
PP材质相对硬度高,变形量小,受压后压力不易损失,有良好的保压性能;从而降低液压电控系统反复启动频率。
(3)气密性好,鼓膜效率高。

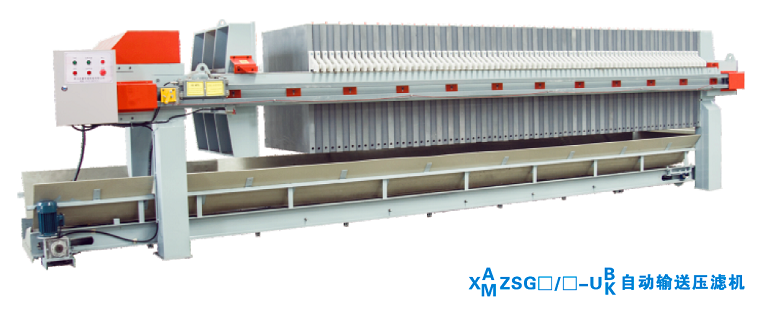
二,自动拉板压滤机概述
1、简介:厢式、板框式压滤机是悬浮液固、液两相分离的理想设备。
该系列压滤机为液压压紧,全自动型压滤机,机器配装滤板移动装置、滤布悬挂装置和皮带输送装置。进料—过滤—洗涤-吹气--卸料--输料等PLC自动控制,即自动保压,自动拉板,自动进料,自动卸料,自动输料 。滤板尺寸从500×500至2000×2000,为增加工作效率,改善进料状况。还可根据用户要求压滤机除常规的止推板处装有进、出液管接法兰外,还可在压紧板处备有相应的接口。用户可分别从两端接口进料、出液、进洗涤水等,改善滤渣质量。设备密封性好,拉板器运行部分均有护罩,既安全又防尘防腐。机器液压压紧,自动保压,操作维护方便,运行安全等特点。被广泛用于化工、石油、医药、食品、印染、皮革、冶炼、纺织等企业的生产及污水处理。
2、结构与工作原理:压滤机主要由主机部分(机架部件、滤室部件)、滤板移动装置、滤布悬挂装置或滤板高悬梁悬挂装置(滤板移动装置、滤布悬挂装置、滤板高悬梁悬挂装置根据用户订货配置)、液压部分(液压缸部件、液压站部件)、电气控制等部分组成。
1)主机部分(机架部件、滤室部件):主机由两根横梁;其两端分别固定在止推板和液压缸座的两侧面,构成机架。在左右横梁上垂直搁置、依次排列着由滤板(滤框)、滤布等组成的若干滤室,并可沿横梁作水平方向移动。压紧板与活塞杆铰接。由液压缸活塞驱使前后移动,压紧滤板(滤框)。达液压工作压力后,(该系列的是自动保压型,压力通过液压系统控制在设定的上下限之间)进行进料过滤。滤板两侧的滤布悬挂装置(曲张部件);其上端悬挂滤布。当滤板拉开时,滤布由垂直状态扩大约60°的倾斜状态而卸渣。止推板上有五个管接口。中间为进料孔,上方左右两孔可进洗涤水冲洗滤渣,下方左右也有两孔为滤液排出孔。明流用盲板封盖,于滤板下侧面装有的旋塞将滤液或(洗涤水)输出至储液盘。
2)滤板移动装置:横梁左右两侧面装有U形槽钢轨道。拉板盒在槽内的前后运动是由液压马达上的链轮(可正、反转)通过中间链轮再驱动传动轴上的链轮来实现的。由此,拉板盒上的拉勾带动滤板完成逐块拉板工序。拉板速度和卸渣延时均可根据需要;调节调速阀和时间继电器以适应不同工况要求;大型压滤机的卸渣时间还可通过转换至拉线暂停开关;任你掌握,以适应不同工况的需要。
注:滤板移动装置的动作均采用PLC程序设定好,实行自动控制。
3)液压部分(液压缸部件、液压站部件):液压部分由液压辅件(油箱和滤油器)、液压泵、阀、液压缸和管路等组成。请参阅液压系统原理图。大型压滤机通常液压系统为分体式,而大型压滤机则制成一体式的。液压用油推荐粘度为30cst (50℃)左右,相当普通液压油30#(新牌号:N46# 46cst,40℃)。粘度指数不低于95,闪点(开口)不低于170℃,凝点不高于-15℃。如环境温度偏低,用户可选用相似粘度低凝点的液压油。液压油需经20μm孔径过滤,加油至液面线上限。电动机驱动油泵,压力油经电磁阀换向进入液压缸,推动活塞完成滤室的压紧和松开工序。在压紧的同时;液压泵进行增压、保压工作。电接点压力表会自动稳压在压力上、下限之间。经调压、调速后进入液压马达驱动各传动链轮,完成拉板工序。液压工作压力值见各品种、规格的压滤机的插页。
4)曲张自动卸料和皮带输送机自动输料系统:曲张部件其上端悬挂滤布。当滤板拉开时,滤布由垂直状态扩大约60°的倾斜状态而卸渣。采用曲张杆自动卸料;滤饼采用皮带输送机输送,输送速度0.5-1m/s;带宽650,电机功率:5.5KW, 设皮带纠偏装置,皮带出料处设导料槽。PLC自动控制。
5)电气控制:本系列产品的电气配有程序控制器,可实现各功能的手动按钮和程序控制的自动操作。电气控制做在同一个电器柜里.设运行,停止按钮及指示灯(含进料泵控制和输送机接口,)具体内容请阅电气原理图。

三,全自动压滤机安装和维护
一、安装
厢式压滤机一般有头尾两个支座,以承受整台机器的重量。尾端(止推板端)和进料管相连接,尾端的支承座用螺栓固定在基础上。头端(压紧装置端)与尾端相距较远,两者之间由两根横梁相连接。大型的自动压滤机的横梁长度约为11-14m,每侧横梁中间设有2 个支撑腿。工作时,横梁承受压紧装置的压力(水平方向)和过滤时的泥浆载荷(垂直方向);液压缸和活塞杆传递的压紧力,可导致横梁水平方向的弹性伸长。大型压滤机的这一伸长量可达3-5mm,所以应保持压紧装置端能自由伸缩。这样在压滤机的安装中,要求压紧端下部的2 个支承座和两侧横梁支承腿均采取浮动安装的方式,与支撑基础不相连接。XMZ-300/1200-C 型压滤机,压紧端支座虽是浮动的,但每个支座的底部设有3 块预埋挡铁,2 块侧挡铁,起导向作用,但前挡铁却限制了横梁的弹性伸长,应当去掉。生产中,曾因前挡铁的限制使压滤机的横梁在水平方向变形,压紧端的支撑滚轮与横梁分离。
二、维护
1.滤布的定期清洗
XMZ-300/1200-C(型压滤机配置有PLC 控制的滤布自动清洗装置,如水洗小车、气动喷头等。自动清洗装置的运转,取决于各控制部分的信号反馈准确、液压阀的切换灵敏可靠和压缩空气的气源压力恒定等因素。在实际运行中,随各部件功能的劣化,难以保证滤布的自动清洗。采取人工化学清洗的方式,将滤布逐块拆卸,在浓度为5%的盐酸中浸泡0.5h,再用工业洗衣机冲洗、脱水、晾干。实践表明,当处理泥浆的含油量较高时,采用化学清洗的方式可将滤布表面粘结的油膜实现有效剥离,恢复滤布的过滤性能。铸铁滤板两侧均布的V 型凹槽和滤布之间形成的间隙,使滤布分离出的水分得以顺畅而流。随运行时间的增加,细微的颗粒穿透滤布后,固化于滤板表面,将V 型凹槽填平,增大过滤阻力,造成滤布性能劣化的误判。所以在更换滤布的同时,要注重对滤板V 型凹槽的清理。
2.拉板机构和传动链条的清洁、润滑
卸料过程中,滤饼经常落入拉板导轨,对拉板机构和传动链条的润滑状况形成破坏、恶化。压滤机运转周期达一年后,将两侧的链条盖板打开,清理内部积存的泥块;同时,将链条拆下用机油浸泡,煤油清洗。随着压滤机的连续运转,拉板机构的拨爪和滤板的支耳相互之间的距离逐渐增大,使拉板机构出现不规则的窜板或跳板现象,应及时更换拉板机构或将拉板导轨局部衬垫。
3.定期过滤液压用油每隔半年,用滤油机对液压油进行过滤,清除杂质,同时,清理液压油箱。
4.故障处理
(1)滤板损坏
厢式压滤机滤板损坏为常见故障。如果滤板损坏的数量较多时,应对以下因素进行分析:
①滤板的制造质量;
②滤板材质的选型和给料泵的扬程是否匹配;
③隔膜压榨方式中,应同时考虑隔膜板的橡胶质量和内部钢衬的加工质量。
在正常条件下,滤板两侧压力处于平衡状态。当滤板的两侧处于不同的过滤阶段,即一侧为过滤,另一侧为液力挤压,滤板两侧形成了压力差,从而损坏滤板。其原因:
①卸料过程中,滤板两侧残留的泥量相差大;
②压滤机开始过滤后,给料泵中途停车时间较长,滤室内半流动状态的滤饼出现不同程度的下沉;
③滤板的进料孔堵塞。
(2)滤板间喷料
自动压滤机在过滤作业中,滤板之间发生喷料现象,其原因:
①在滤板边框的压紧面,滤布出现折叠;
②滤布发生破损;
③两侧横梁出现不同程度的侧向弯曲(水平方向);
④止推板未压紧或液压缸的压紧力偏小。解决措施为,卸料时仔细清理滤板压紧面上的残留滤饼,或者及时冲洗滤板,保持滤板压紧面的清洁;将滤布捆绑好,保持其平整性。
声明一下:本网站上展示的产品仅用于工业上的污水固、液分离,由于产品的专业性和专用性,每件商品的具体性能和使用方法均不尽相同,页面上的描述仅供参考,并不适用于每个具体商品,您在决定购买之前,务必事前(老板电话)沟通。谢谢您的理解和支持!(本站仅用于乐发Vll,不接受线上交易),